
175*175*7.5*11H型钢 伊犁Q345BH型钢 承载能力强


数据收集和分析收集了10000多块钢板的浇铸工艺参数和产品质量数据,并用质量评价系统QES和统计分析系统SAS进行了分析。结果证实,板坯浇铸先后顺序和结晶器液面波动是导致气泡形成的两个主要原因,且板坯气泡指数与板坯的浇铸顺序关系密切。块板坯和 一块板坯的气泡率大大高于其他板坯。结晶器液面波动幅度过大,容易导致气泡的扩展。气泡缺陷在以往研究基础上,将非金属氧化物夹杂分成三类。目前认为,非金属氧化物夹杂来源于以下三种情况:内部生成,钢液中加入SAl脱氧后生成的非金属氧化物夹杂;由钢液与空气、炉渣或耐材之间的氧化反应生成的非金属夹杂;外来夹杂,即结晶器保护渣、中间包造渣剂和耐材进入钢液。轧三特钢
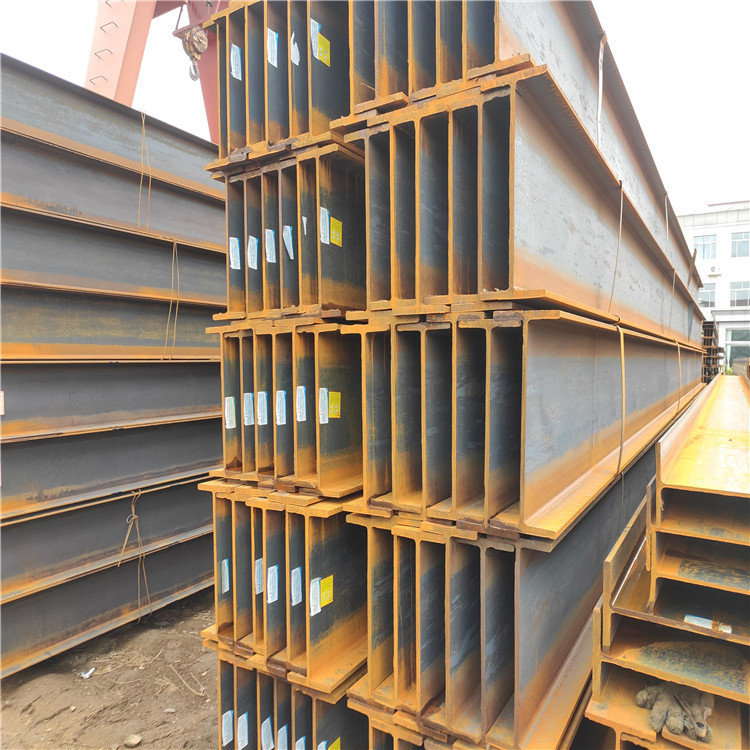
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
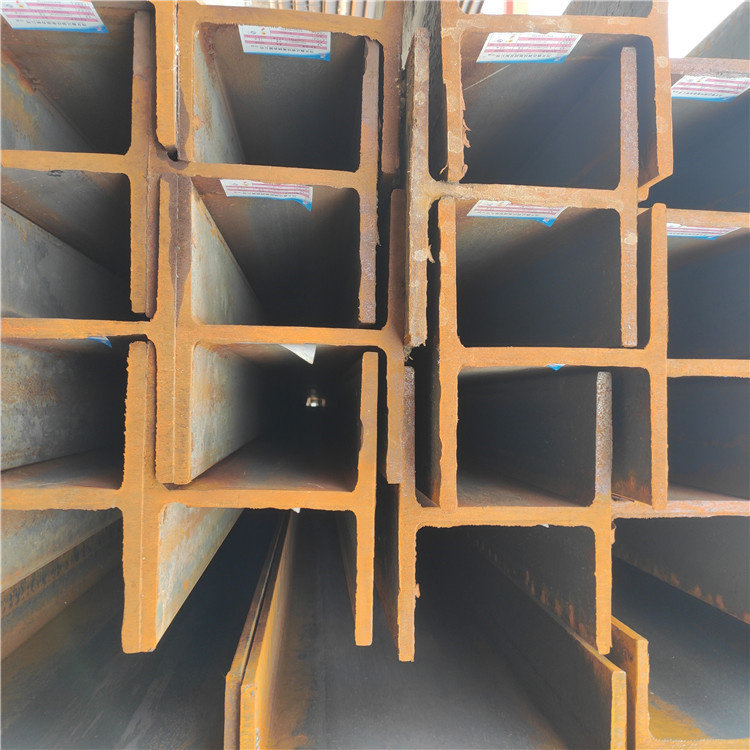
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。
175*175*7.5*11H型钢 伊犁Q345BH型钢 承载能力强今年1-8月份,我国进口镀层板(带)312.4万吨,比去年同期增长2.9%;彩涂板进口量为15.32万吨,同比减少25.2%。国产的 次涂层板在供给上依然存在缺口,供给不足将支撑国内涂镀板市场的走稳。从市场需求层面看,涂层板在国内具有巨大的市场,需求空间很大。我国的普通用途热镀锌板消费量,主要包括建筑轻型结构、防大气腐蚀屋面板、通风管道、防盗门、文件柜、钢制家具及货架、五金件、粮食储运和冷冻包装等,其需求量相当之大。并且取消头部自动厚度控制(AGC),避免头部厚度设定偏差大造成轧制状态不稳定;在减薄过程中应将尾部减速率加大到0.30.6m/s/s,防止尾部抛钢速度过快发生甩尾。轧制稳定后可适当提高穿带速度到11m/s左右并适当减小尾部减速率,从而减少带钢的轧制时间、提高尾部温度,有利于轧制稳定;轧制薄规格时由于尾部温度低并且处于失张状态,应在抛钢前取消AGC,防止辊缝压下调节造成甩尾;轧制状态稳定时头尾尽量用一套水平值,抛尾时尽量保持尾部走中间。